MTEF Research Guide Series No. 03
INNOVATIVE PROCESS PLANNING AVAILABLE
FOR MACHINNING ENVIRONMENT
IN YEAR 2020 AND BEYOND
By
Yoshimi ITO
(Professor Emeritus of Tokyo Institute of Technology)
In discussing the utilisation technology for machine tools, one of primary concerns is “Process Planning”, and as well known, process planning is an interface between the design and the manufacture in the production morphology. In other words, the civil and defence supplies can be produced, provided that well-managed process planning is carried out. More specifically, we should conduct process planning by inputting the output data of the design procedure, i.e., all the information described explicitly and implicitly on the part drawing, and finally output the manufacturing- related information, e.g., process sheet. The process sheet indicates, in general, the necessary processing methods and their order in processing, so that the part can be finished from the raw material.
Thus, we must pay the special attention to the following two issues in production of the process plan.
(1) Conversion of the geometrical information on the part drawing into manufacturing-related information together with guaranteeing “One- to-One” relationship between both the information.
(2) Primary and secondary form-generating movements in the machining space, which consists of the machine, attachment, tool and work.
In many respects, process planning is a synergy of hardware and software technologies under the aegis of well-formulated leverage among entities consisting of the machine-attachment-tool-work system, i.e., machining space. As a result, process planning yields to the very experience-based and ill-defined problem, and in due course, it has been said that only the mature process planner can produce the well-qualified process sheet.
Importantly, process planning can be characterised by its human- intelligence-based nature to certain extent. The process planner must deal with the mediation among various determinants, which are in conflict relationships among one another, to obtain the preferable process plan. Obviously, we need higher skill to deal with such a decision-making procedure, which is, in principle, difficult to be compatible with the computer-aided method.
With the growing importance of the computerisation in the production technology, obviously, CAD (Computer-aided Design), CAPP (Computer- aided Process Planning) and CAM (Computer-aided Manufacturing) are in leading position at present, and CAPP plays duly the interface role between CAD and CAM. It can, however, be suggested that such fundamental issues in process planning mentioned above do not manage up to the establishment of CAPP with acceptable quality, and remain essentially as they were even now.
Importantly, we must furthermore be aware of it that nearly all CAPPs having been and being investigated in the academia are far afield from the practice, because of too much simplification for the substantial facets in the objective subject to ease of handling. Equally, all commercialised CAPPs at present are restricted their applicability to the practice within a certain range, because they involve, in principle, the conversion problem of the geometrical into corresponding manufacturing-related information.
Against these contexts, we must now eye extremely what is underway in the machining space when discussing CAPP in very near future. In fact, it emphasises that the machine tool, attachment and tool have advanced their own technologies to a new horizon in the year 2010 and beyond. Thus, CAPP at present appears as to be obsolete, i.e., “CAPP at present becoming immature from mature states together with involving fatal shortages to certain extent”. More specifically, nowadays at crucial issues in machine tool, attachment and tool are such as follows.
(1) Highly machining function-integrated kind like “Mill-turn of Twin- spindle Type” with various secondary form-generating methods. Obviously, such a machine kind is applicable easily to “Hand-off Operation”, which can rationalise process planning to larger extent.
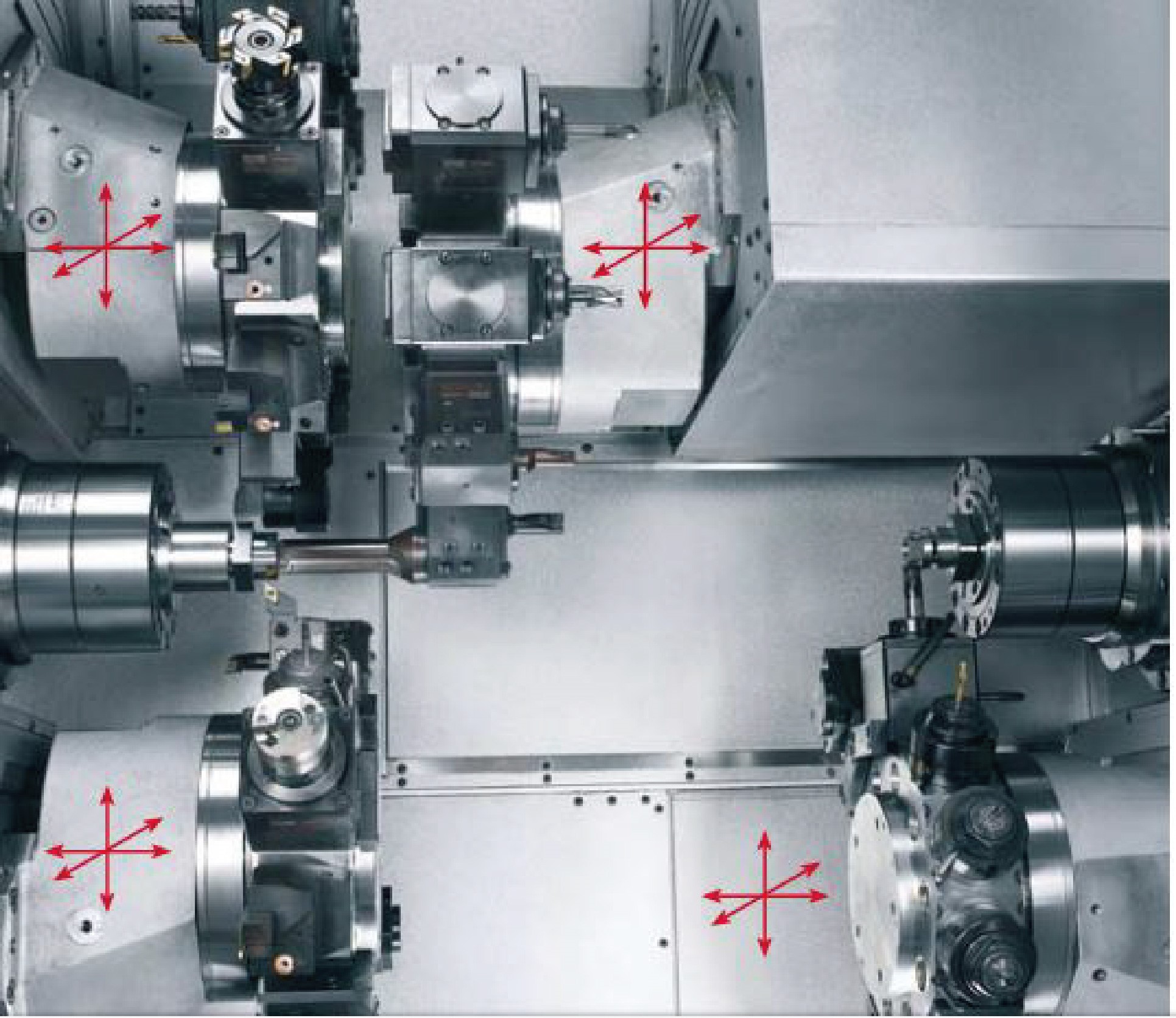
Mill-turn of twin-spindle type capable of hand-off machining (by courtesy of Traub, 2009)
(2) “Combination Chuck”, which is exemplified by a synergy of face driver and jaw chuck. Such a chuck can reduce considerably the work preparatory time.
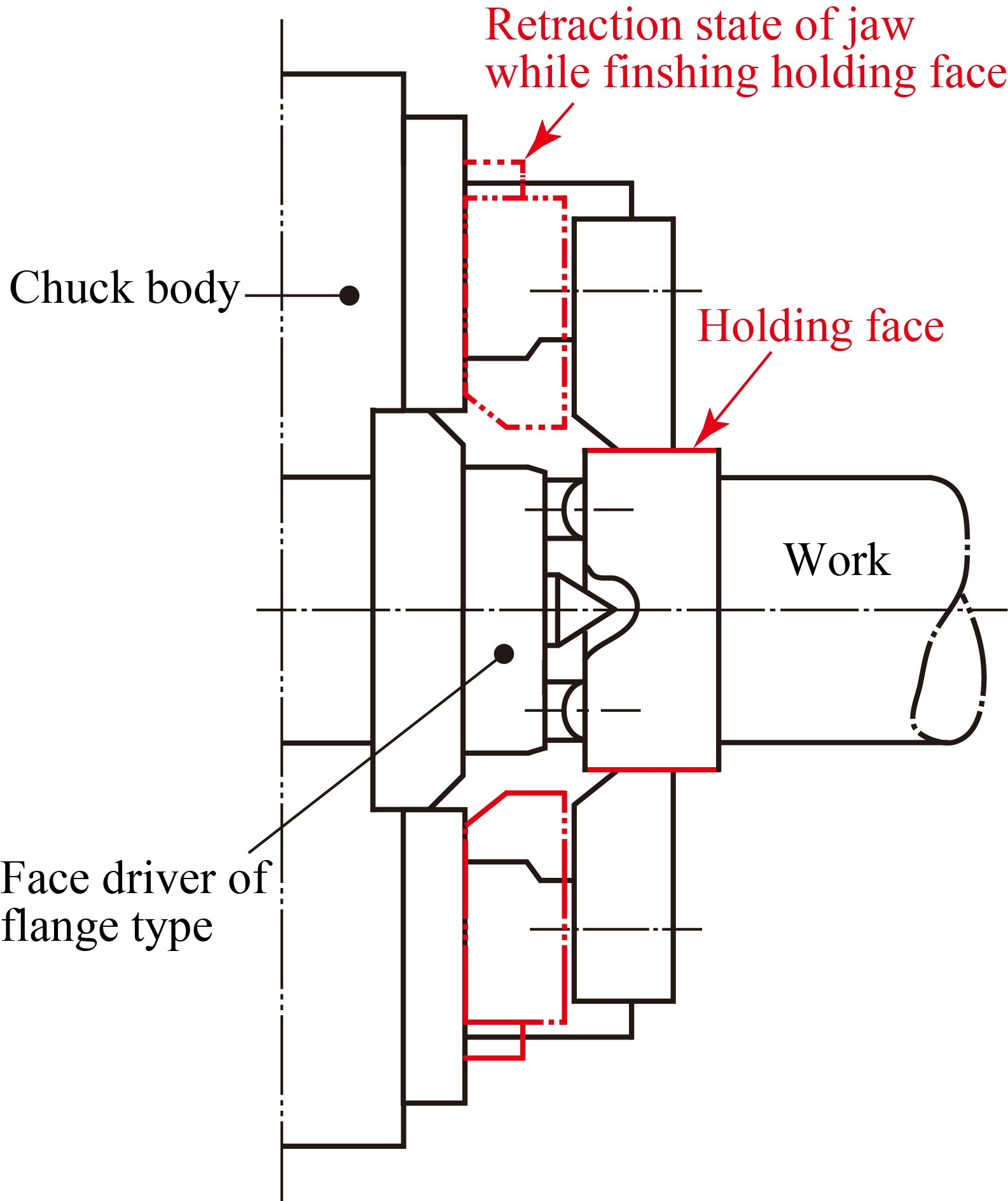 Combination chuck for rationalisation of preparatory work
Combination chuck for rationalisation of preparatory work
(3) Modular, combination, and innovative tools, which enhance their functionalities and performances to larger extent together with inducing the amazing phase changes in process planning.
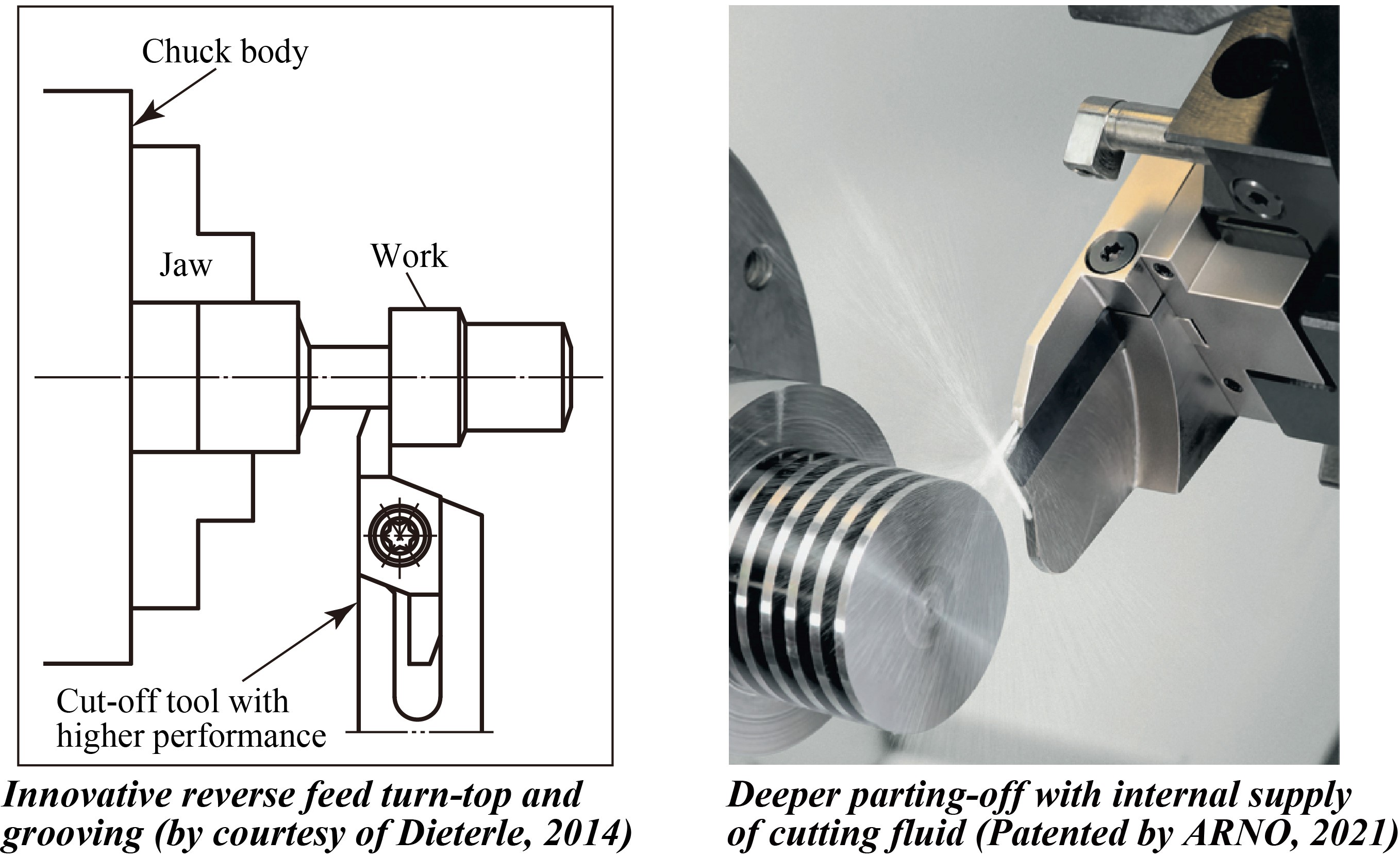 Innovative cutting tools for reducing machining time
Innovative cutting tools for reducing machining time
Of course, there remains something to be seen; however, as can be readily seen from the above, we face a crucial turning point now, and must duly conduct the two-pronged research activities to enhance CAPP at present: one is to improve its applicability to the practice much more than ever before, and the other is to contrive a new novel concept and due methodologies for CAPP, which is based on the “Thought-pattern of Mature Process Planner. Of special notes, the latter has high potentiality in availability for a future factory system, i.e., flexible-, intelligent- and smart-factory system.
Summarising, the book discusses what are leading R & D (Research and Engineering Development) subjects for CAPPs, which are expectable in very near future together with considering the rapidly changing states within the machining space. Thus, the book is very suitable for young researchers and engineers, who are interested in and attracted to CAPP of advanced type, although the book discusses mainly CAPP for “Axis-symmetrical rotational parts”, which can be finished by TC (Turning Centre) and its variants like mill-turn to avoid unnecessary confusion and complexity.
NOTE: The full version of this book can be downloaded from
HP of MTEF (FREE)
http://www.kousakukikai-zaidan.or.jp/
Chapter Structure
PREFACE
Chapter 1 Introduction
Chapter 2 Basic Knowledge about, Present Perspectives and Facing Issues of CAPP
2.1 What Are Primary Concerns in Process Planning
2.2 Perspectives of and Leading Types in CAPP at Present
2.3 Leading Issues Inhabiting within CAPP in Details
2.4 Another Crucial Issue by Nature – Essential Causality Departing Academic Research from Practical Application
References
Chapter 3 Upheaval of New Phases in Form-generating Methods Inducing Considerable Changes in CAPP
3.1 Prevalence of Highly Machining Function-integrated Kinds
3.2 First-hand View for Innovative Attachments and Tools
3.2.1 Attachment and tool with modular system
3.2.2 Attachment and tool with function-integrated type
3.2.3 Innovative improvement of conventional tools
References
Supplements
Chapter 4 A New Concept for Process Planning and Its Variants – In Consideration of Thinking Ways of Experienced Process Planner and Innovative Form-generating Method
4.1 CAPP of Flair Type
4.2 A New Concept of CAPP, “Thought-pattern-based Type”, and R & D Subjects for Its Establishment
References
Chapter 5 Concluding Remarks
Appendix Rapid Calculation Method for Machining Cost by Using Hourly Rate